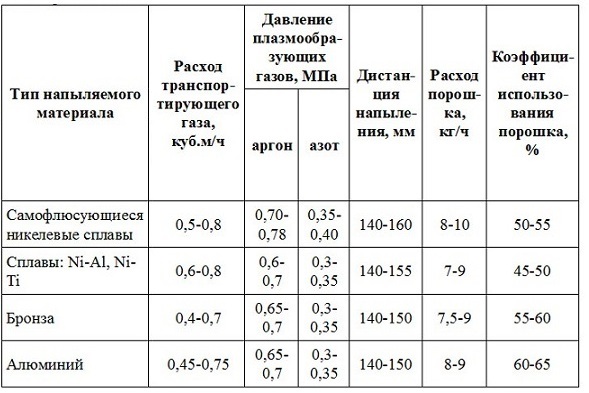
Напыление металлов позволяет улучшить характеристики деталей, работающих в условиях, связанных сильным изнашиванием и механическими концентрированными нагрузками. Металлизация поверхностей повышает устойчивость и увеличивает срок службы. Кроме решения технических задач, напыление используется во время производства декоративных изделий, бижутерии, в пищевой, фармацевтической и химической промышленностях. Для напыления могут применяться различные металлы, конкретный выбор зависит от технического задания.
Химическое хромирование
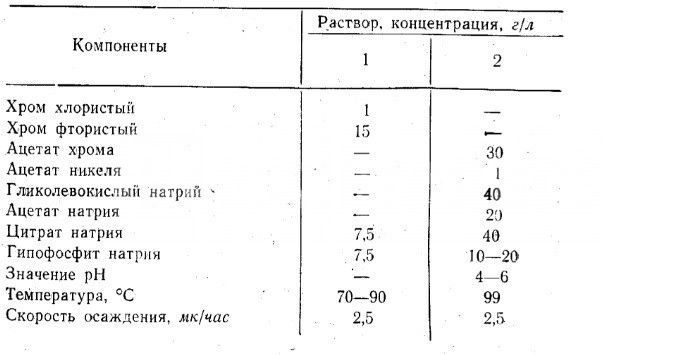
Используется для обработки деталей со сложной геометрической формой, процесс основан на восстановлении хрома из растворов солей при помощи гипофосфита натрия. Осадок имеет серый цвет, блеск приобретается после полирования. Химическое хромирование протекает в ваннах с таким составом растворов.
Состав растворов для химического хромирования
- Фтористый хром, г — 17
- Хлористый хром, г — 1,2
- Лимоннокислый натрий, г — 8,5
- Гипофосфит натрия, г — 8,5
- Вода, л — 1
- Температура, °С — 70-87
Скорость процесса хромирования может достигать 2,5 мкм/ч, для изготовления ванн используется устойчивый пластик. Металлизация сопровождается выделением ядовитых химических соединений, растворы негативно влияют на кожу людей. Во время производства работ следует соблюдать правила техники безопасности, для очистки воздушной среды устанавливается принудительная вентиляция. Мощность вентиляции рассчитывается исходя из объема помещения или рабочей зоны с учетом минимальной кратности обмена.
На промышленных предприятиях монтируется вентиляция пластиковая, она позволяет выдерживать рекомендованные технологические параметры при минимальных финансовых потерях. Для промышленного хромирования химическим методом применяются специально разработанные растворы с улучшенными показателями.
При приготовлении растворов первым растворяется хлористый хром. Затем согласно схеме могут растворяться лимонно-кислый натрий и фтористый хром. Для ускорения химических процессов в состав добавляется щавелевая кислота. Ионы хрома образуют с ней химически активный ион, скорость покрытия возрастает до 7 мкм/ч и более. Процентное содержание ингредиентов корректируется технологами с учетом поставленных конечных задач по обработке деталей.
Для получения расчетного покрытия необходимо выполнять следующие требования:
- Качественная подготовка поверхностей. Детали очищаются механическим и химическим способами, при необходимости поверхности шлифуются.
- Оборудование должно обеспечивать максимальную автоматизацию процесса для исключения вредного влияния человеческого фактора.
- Постоянный контроль за состоянием раствора, фильтрование, поддержание заданной концентрации, своевременная замена катода.

Визуальный контроль химических процессов производится за счет определения количества выделяемого водорода, технологи рекомендуют для улучшения процесса одновременно покрывать детали из нескольких металлов. Слишком интенсивное выделение водорода может становиться причиной появления раковин, скорость процесса регулируется в каждом конкретном случае.
Газоплазменное напыления позволяет получать чистое покрытие с высокими показателями адгезии. Процесс протекает при температурах до +50 000°С, скорость струи оставляет 500 м/с, температура поверхности обрабатываемой детали составляет не более +200°С.

Газоплазменное напыление металлов
Шероховатость поверхности напыляемых деталей до 60 Rz, зона обдува должна на 2–5 мм превышать номинальный размер напыляемого участка. Для работы используются порошки одной фракции по размерам, необрабатываемые участки детали закрываются специальными экранами. Перед процессом поверхность деталей предварительно прогревается до рабочих технологических температур.

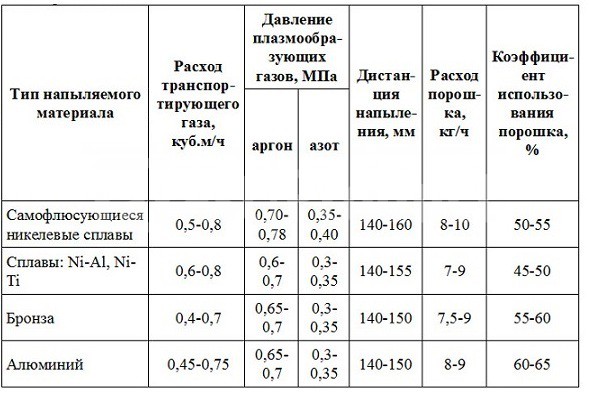
Режимы работы оборудования при газоплазменном напылении
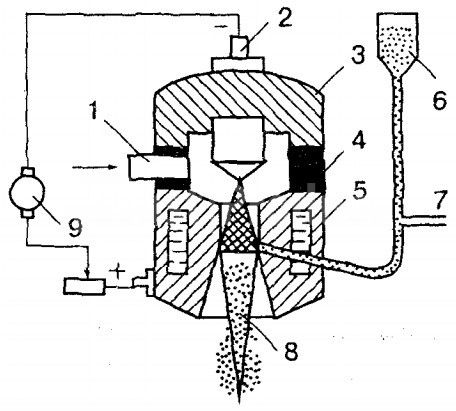
Оборудование для порошкового напыления состоит из подвода газа (1), катода плазмотрона (2), корпуса катода (3), теплоизолятора (4), корпуса анода (5), порошкового питателя (6), подвода газа-носителя (7), плазменной дуги (8) и источника питания (9).
Газоплазменное напыление допускает финишную обработку покрытий для улучшения характеристик деталей, в таком случае толщина покрытия должна учитывать механическую шлифовку.
Напыление в вакууме
Перенос напыляемых металлов выполняется при разрежении 10 -2 Па, напыление может быть катодным, магнетронным или ионно-плазменным. Вакуум увеличивает прочность сцепления поверхностей. Оборудование для технологии может быть многокамерным или многопозиционным однокамерным. Первые линии состоят из нескольких установок, в каждой из которых выполняется определенное напыление металлов, агрегаты между собой соединены технологическими линиями для транспортировки деталей. Многопозиционные имеют несколько отдельных постов для напыления в одном объеме. Вакуумное напыление производится по следующим этапам:
- Создание вакуума заданной глубины. Мощные компрессоры откачивают воздух из камеры, металлизация контролируется автоматическими приборами.
- Распыление покрывающего материала. В зависимости от особенностей процесса напыление металлов может выполняться несколькими способами.
- Транспортировка деталей в зависимости от их состояния.

Технологические определения Вакуумное напыление – сложный технологический процесс, зависящий от нескольких параметров:
- Критическая температурная точка напыления. Выше этого значения весь объем направляемых частиц отражается от поверхности детали, напыление металлов приостанавливается. Параметр зависит от металла детали, состояния ее рабочей поверхности и свойств напыляемых материалов.
- Критическая плотность давления. Минимальная плотность, при которой осадочная пленка адсорбируется и становится неспособной принимать атомы металла, напыление прекращается. Контроль критической плотности в установках выполняется непрерывно, при необходимости параметры условий корректируются. В зависимости от состава пленки могут быть моно- или поликристаллическими и аморфными.
Для повышения производительности вакуумное оборудование комплектуется механизмами автоматизированной транспортировки деталей в камеру и из нее, экранами и манипуляторами, заслонками и прочими механизмами. Напыление осуществляется в полуавтоматическом режиме.
Использование вакуумного оборудования позволяет получать напыление металлов с максимальным коэффициентом адгезии, увеличивается скорость протекания процесса, покрытия отличаются повышенной твердостью и химической устойчивостью. Недостаток – высокая энергоемкость процесса. Кроме того, вакуумное напыление не рекомендуется использовать для деталей со сложным профилем поверхностей.
Тонкопленочные металлополимерные материалы (металлизированные полимеры, металлические изделия с тонким полимерным покрытием, многослойные системы и др.), формируемые методами вакуумной технологии, характеризуются высокими служебными свойствами и эффективно используются при решении различных технических задач. Их применение во многом определило достижения оптики, электро- и радиотехники, химических технологий и ряда других отраслей промышленности. При этом в ближайшее время возможно еще более широкое использование вакуумно-плазменных методов при формировании тонкопленочных металлополимерных материалов, что связано, во-первых, с развитием технической оснащенности, с разработкой и внедрением высокоэффективных технологических процессов, в частности, с использованием непрерывных автоматических вакуумных установок и, во-вторых, с заметными успехами в изучении закономерностей осаждения вакуумных металлических и полимерных покрытий.
Основной особенностью формирования данных материалов является протекание сложных физико-химических процессов на границе раздела фаз, их зависимость от условий и режимов осаждения слоев. Именно по этой причине рассмотрение даже самой простой в технологическом отношении двухслойной системы металл-полимер предполагает, в частности, учет состояния граничного полимерного слоя как основного ее элемента. Структура и свойства данного слоя определяются кинетикой протекания диффузионных, контактных химических процессов, имеющих, как правило, релаксационную природу и зависящих от природы взаимодействующих материалов и технологических параметров формирования адгезионного контакта. В настоящее время накоплен большой экспериментальный материал о природе и механизме протекания межфазных взаимодействий, структуре и свойствах граничных слоев, влиянии на особенности и характеристики межфазных процессов природы взаимодействующих материалов и внешних тепловых и механических воздействий. Теоретические исследования, основной целью которых является аналитическое описание межфазных процессов, менее многочисленны, что объясняется сложностью протекающих процессов, влиянием большого числа факторов, степень и характер воздействия которых на межфазные процессы детально не изучены.
Вакуумное напыление
Вакуумное напыление - перенос частиц напыляемого вещества от источника (места его перевода в газовую фазу) к поверхности детали осуществляется по прямолинейным траекториям при вакууме 10 -2 Па и ниже (вакуумное испарение) и путем диффузионного и конвективного переноса в плазме при давлениях 1 Па (катодное распыление) и 10 -1 -10 -2 Па (магнетронное и ионно-плазменное распыление). Судьба каждой из частиц напыляемого вещества при соударении с поверхностью детали зависит от ее энергии, температуры поверхности и химического сродства материалов пленки и детали. Атомы или молекулы, достигшие поверхности, могут либо отразиться от нее, либо адсорбироваться и через некоторое время покинуть ее (десорбция), либо адсорбироваться и образовывать на поверхности конденсат (конденсация). При высоких энергиях частиц, большой температуре поверхности и малом химическом сродстве частица отражается поверхностью. Температура поверхности детали, выше которой все частицы отражаются от нее и пленка не образуется, называется критической температурой напыления вакуумного; ее значение зависит от природы материалов пленки и поверхности детали, и от состояния поверхности. При очень малых потоках испаряемых частиц, даже если эти частицы на поверхности адсорбируются, но редко встречаются с другими такими же частицами, они десорбируются и не могут образовывать зародышей, т.е. пленка не растет. Критической плотностью потока испаряемых частиц для данной температуры поверхности называется наименьшая плотность, при которой частицы конденсируются и формируют пленку. Структура напыленных пленок зависит от свойств материала, состояния и температуры поверхности, скорости напыления. Пленки могут быть аморфными (стеклообразными, например оксиды, Si), поликристаллическими (металлы, сплавы, Si) или монокристаллическими (например, полупроводниковые пленки, полученные молекулярно-лучевой эпитаксией). Для упорядочения структуры и уменьшения внутренних механических напряжений пленок, повышения стабильности их свойств и улучшения адгезии к поверхности изделий сразу же после напыления без нарушения вакуума производят отжиг пленок при температурах, несколько превышающих температуру поверхности при напылении. Часто посредством вакуумного напыления создают многослойные пленочные структуры из различных материалов.
Установки вакуумного напыления
Для вакуумного напыления используют технологическое оборудование периодического, полунепрерывного и непрерывного действия. Установки периодического действия осуществляют один цикл нанесения пленок при заданном числе загружаемых изделий. Установки непрерывного действия используют при серийном и массовом производстве. Они бывают двух видов: многокамерные и многопозиционные однокамерные. Первые состоят из последовательно расположенных напылительных модулей, в каждом из которых осуществляется напыление пленок определенных материалов или их термическая обработка и контроль. Модули объединены между собой шлюзовыми камерами и транспортирующим конвейерным устройством. Многопозиционные однокамерные установки содержат несколько напылительных постов (расположенных в одной вакуумной камере), соединяемых транспортным устройством конвейерного или роторного типа. Основные узлы и системы установок для вакуумного напыления представляют собой самостоятельные устройства, выполняющие заданные функции:
- создание вакуума
- испарение или распыление материала пленок
- транспортировку деталей
- контроль режимов вакуумного напыления и свойств пленок
- электропитание
Напыление вакуумное
Нанесение пленок или слоев на поверхность деталей или изделий в условиях вакуума (1,0 -1 10 -7 Па). Напыление вакуумное используют в планарной технологии полупроводниковых микросхем, в производстве тонкопленочных гибридных схем, изделий пъезотехники, акустоэлектроники и др. (нанесение проводящих, диэлектрических, защитных слоев, масок и др.), в оптике (нанесение просветляющих, отражающих и др. покрытий), ограниченно - при металлизации поверхности пластмассовых и стеклянных изделий, тонировании стекол автомобилей. Методом напыления вакуумного наносят металлы (Al, Au, Cu, Cr, Ni, V, Ti и др.), сплавы (например, NiCr, CrNiSi), химические соединения (силициды, оксиды, бориды, карбиды и др.), стекла сложного состава (например, I 2 О 3 В 2 О 3 SiO 2 Аl 2 О 3 СаО, Та 2 О В 2 О 3 I 2 О 3 GeO 2), керметы.
Напыление вакуумное основано на создании направленного потока частиц (атомов, молекул или кластеров) наносимого материала на поверхность изделий и их конденсации. Процесс включает несколько стадий: переход напыляемого вещества или материала из конденсирированной фазы в газовую, перенос молекул газовой фазы к поверхности изделия, конденсацию их на поверхность, образование и рост зародышей, формирование пленки.
Обычно установка для вакуумного напыления включает следующие узлы:
- рабочую камеру, в которой осуществляется напыление пленок;
- источники испаряемых или распыляемых материалов с системами их энергопитания и устройствами управления;
- откачную и газораспределительную системы, обеспечивающие получение необходимого вакуума и организацию газовых потоков (состоят из насосов, натекателей, клапанов, ловушек, фланцев и крышек, ср-в измерения вакуума и скоростей газовых потоков);
- систему электропитания и блокировки всех устройств и рабочих узлов установки;
- систему контроля и управления установкой вакуумного напыления, обеспечивающую заданные скорость напыления, толщину пленок, температуру поверхности деталей, температуру отжига, физические свойства пленок (содержит набор датчиков, связанных через управляющую микропроцессорную ЭВМ с исполнительными механизмами и устройствами вывода информации);
- транспортирующие устройства, обеспечивающие ввод и вывод деталей в рабочую камеру, точное размещение их на постах напыления и перевод из одной позиции напыления на другую при создании многослойной системы пленок;
- систему вспомогательных устройств и технологическую оснастку (состоят из внутрикамерных экранов, заслонок, манипуляторов, гидро- и пневмоприводов, устройств очистки газов).
Технологии вакуумного напыления являются чрезвычайно энергозатратными, и во многих странах превращаются в нишевой продукт. Многие компании заменяют вакуумное напыление на более производительное и менее затратное атмосферное плазменное напыление.
Термовакуумное напыление.
Термовакуумный метод получения тонких пленок основан на нагреве в вакууме вещества до его активного испарения и конденсации испаренных атомов на поверхности подложки. К достоинствам метода осаждения тонких пленок термическим испарением относятся высокая чистота осаждаемого материала (процесс проводится при высоком и сверхвысоком вакууме), универсальность (наносят пленки металлов, сплавов, полупроводников, диэлектриков) и относительная простота реализации. Ограничениями метода являются нерегулируемая скорость осаждения, низкая, непостоянная и нерегулируемая энергия осаждаемых частиц.
Вещество, подлежащее напылению, помещают в устройство нагрева (испаритель) , где оно при достаточно высокой температуре интенсивно испаряется. В вакууме, который создается внутри камеры специальными насосами, молекулы испаренного вещества свободно и быстро распространяются в окружающее пространство, достигая, в частности, поверхности подложки. Если температура подложки не превышает критического значения, происходит конденсация вещества на подложке, то есть рост пленки. На начальном этапе испарения во избежание загрязнения пленки за счет примесей, адсорбированных поверхностью испаряемого вещества, а также для вывода испарителя на рабочую температуру используется заслонка, временно перекрывающая поток вещества на подложку. В зависимости от функционального назначения пленки в процессе осаждения контролируется время напыления, толщина, электрическое сопротивления или какой-либо другой параметр. По достижении заданного значения параметра заслонка вновь перекрывает поток вещества и процесс роста пленки прекращается. Нагрев подложки с помощью нагревателя перед напылением способствует десорбции адсорбированных на ее поверхности атомов, а в процессе осаждения создает условия для улучшения структуры растущей пленки. Непрерывно работающая система откачки поддерживает вакуум порядка 10-4 Па.
Разогрев испаряемого вещества до температур, при которых оно интенсивно испаряется, осуществляют электронным или лазерным лучом, СВЧ-излучением, с помощью резистивных подогревателей (путем непосредственного пропускания электрического тока через образец из нужного вещества или теплопередачей от нагретой спирали). В целом метод отличается большим разнообразием как по способам разогрева испаряемого вещества, так и по конструкциям испарителей.
Если требуется получить пленку из многокомпонентного вещества, то используют несколько испарителей. Поскольку скорости испарения у различных компонентов разные, то обеспечить воспроизводимость химического состава получаемых многокомпонентных пленок довольно сложно. Поэтому метод термовакуумного напыления используют в основном для чистых металлов.
Весь процесс термовакуумного напыления можно разбить на три стадии: испарение атомов вещества, перенос их к подложке и конденсация. Испарение вещества с поверхности имеет место, вообще говоря, при любой температуре, отличной от абсолютного нуля. Если допустить, что процесс испарения молекул (атомов) вещества протекает в камере, стенки которой достаточно сильно нагреты и не конденсируют пар (отражают молекулы), то процесс испарения становится равновесным, то есть число молекул, покидающих поверхность вещества, равно числу молекул, возвращающихся в вещество. Давление пара, соответствующее равновесному состоянию системы, называется давлением насыщенного пара, или его упругостью.
Практика показывает, что процесс осаждения пленок на подложку происходит с приемлемой для производства скоростью, если давление насыщенного пара примерно равно 1,3 Па. Температура вещества, при которой ри = 1,3 Па (ри – давление насыщенного пара при температуре испарения), называют условной температурой Тусл. Для некоторых веществ условная температура выше температуры плавления Тпл, для некоторых – ниже. Если Тусл < Тпл, то это вещество можно интенсивно испарять из твердой фазы (возгонкой). В противном случае испарение осуществляют из жидкой фазы. Зависимости давления насыщенного пара от температуры для всех веществ, используемых для напыления тонких пленок, представлены в различных справочниках в форме подробных таблиц или графиков
Вторая стадия процесса напыления тонких пленок – перенос молекул вещества от испарителя к подложке. Если обеспечить прямолинейное и направленное движение молекул к подложке, то можно получить высокий коэффициент использования материала, что особенно важно при осаждении дорогостоящих материалов. При прочих равных условиях это повышает также и скорость роста пленки на подложке.
По мере испарения вещества интенсивность потока и диаграмма направленности для большинства типов испарителей постепенно меняются. В этих условиях последовательная обработка неподвижных подложек приводит к разбросу в значениях параметров пленки в пределах партии, обработанной за один вакуумный цикл. Для повышения воспроизводимости подложки устанавливаются на вращающийся диск-карусель. При вращении карусели подложки поочередно и многократно проходят над испарителем, за счет чего нивелируются условия осаждения для каждой подложки и устраняется влияние временной нестабильности испарителя. Третьей стадией процесса напыления тонких пленок является стадия конденсации атомов и молекул вещества на поверхности подложки. Эту стадию условно можно разбить на два этапа: начальный этап – от момента адсорбции первых атомов (молекул) на подложку до момента образования сплошного покрытия, и завершающий этап, на котором происходит гомогенный рост пленки до заданной толщины.
Плазменное напыление (или, другими словами – диффузионная металлизация) эффективный способ изменения физико-механических свойств, а также структуры основной поверхности. Поэтому он часто используется с декоративными целями, и для увеличения стойкости конечного продукта.
Принцип плазменного напыления
Как и традиционные методы поверхностных покрытий, при диффузионной металлизации происходит осаждение на поверхности металла слоя другого металла или сплава, который обладает необходимыми для последующего применения детали свойствами – нужным цветом, антикоррозионной стойкостью, твёрдостью. Отличия заключаются в следующем:
- Высокотемпературная (5000 — 6000 °С) плазма значительно ускоряет процесс нанесения покрытий, который может составлять доли секунд.
- При диффузионной металлизации в струе плазмы в поверхностные слои металла могут диффундировать также химические элементы из газа, где проводится обработка. Таким образом, регулируя химический состав газа, можно добиваться комбинированного поверхностного насыщения металла атомами нужных элементов.
- Равномерность температуры и давления внутри плазменной струи обеспечивает высокое качество конечных покрытий, чего весьма трудно достичь при традиционных способах металлизации.
- Плазменное напыление отличается чрезвычайно малой длительностью процесса. В результате не только повышается производительность, но также исключается перегрев, окисление, прочие нежелательные поверхностные явления.
Рабочие установки для реализации процесса
Поскольку чаще всего для инициации высокотемпературной плазмы используется электрический разряд – дуговой, искровой или импульсный – то применяемое для такого способа напыления оборудование включает:
- Источник создания разряда: высокочастотный генератор, либо сварочный преобразователь;
- Рабочую герметизированную камеру, где размещается подвергаемая металлизации заготовка;
- Резервуар для газа, в атмосфере которого будет производиться формирование высокотемпературной плазмы;
- Насосной или вакуумной установки, обеспечивающей необходимое давление для прокачки рабочей среды или для создания требуемого разрежения;
- Системы управления за ходом протекания процесса.
Работа плазмотрона, выполняющего плазменное напыление, происходит так. В герметизированной камере закрепляется напыляемая деталь, после чего между поверхностями рабочего электрода (в состав которого входят напыляемые элементы) и заготовкой возбуждается электрический разряд. Одновременно через рабочую зону с требуемым давлением прокачивается жидкая или газообразная среда. Её назначение – сжать зону разряда, повысив тем самым объёмную плотность его тепловой мощности. Высококонцентрированная плазма обеспечивает размерное испарение металла электрода и одновременно инициирует пиролиз окружающей заготовку среды. В результате на поверхности образуется слой нужного химического состава. Изменяя характеристики разряда – ток, напряжение, давление – можно управлять толщиной, а также структурой напыляемого покрытия.
Аналогично происходит и процесс диффузионной металлизации в вакууме, за исключением того, что сжатие плазмы происходит вследствие разницы давлений внутри и вне её столба.
Технологическая оснастка, расходные материалы
Выбор материала электродов зависит от назначения напыления и вида обрабатываемого металла. Например, для упрочнения штампов наиболее эффективны электроды из железо-никелевых сплавов, которые дополнительно легируются такими элементами, как хром, бор, кремний. Хром повышает износостойкость покрытия, бор – твёрдость, а кремний – плотность финишного покрытия.
При металлизации с декоративными целями, главным критерием выбора металла рабочего электрода является конфигурация напыляемой поверхности, а также её внешний вид. Напыление медью, например, производят электродами из электротехнической меди М1.
Важной структурной составляющей процесса является состав среды. Например, при необходимости получить в напыляемом слое высокостойкие нитриды и карбиды, в газе должны присутствовать органические среды, содержащие углерод или азот.
Последующая обработка готового покрытия
В силу особенностей процесса плотность напылённого слоя и прочность его сцепления с основным металлом не всегда бывают достаточными для обеспечения долговечности покрытия. Поэтому часто после обработки деталь подвергается последующему поверхностному оплавлению с использованием кислородно-ацетиленового пламени, либо в термических печах. Как следствие, плотность покрытия возрастает в несколько раз. После этого продукцию шлифуют и полируют, применяя твердосплавный инструмент.
С учётом последующей доводки изделия, толщину слоя металла после обработки принимают не менее 0,8 — 0,9 мм.
Для придания детали окончательных прочностных свойств её закаливают и отпускают, применяя технологические режимы, рекомендуемые для основного металла.
Плазменное напыление повышает теплостойкость, износостойкость и твёрдость изделий, увеличивает их способность противодействовать коррозионным процессам, а напыление с декоративными целями значительно улучшает внешний вид деталей.
Ограничениями технологии диффузионного плазменного напыления считаются чрезмерная сложность конфигурации заготовки, а также относительная сложность используемых установок.
При невысоких требованиях к равномерности образующегося слоя можно использовать и более простые установки, конструктивно напоминающие сварочные полуавтоматы. В этом случае плазменное напыление производится в воздушном пузыре, который образуется при обдуве зоны обработки компрессором. Электроды, в составе которых имеется напыляемый металл, последовательно перемещаются по контуру изделия. Для улучшения сцепления напыляемого металла с основой внутрь зоны напыления вводится также присадочный материал.

Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter .
При плазменном способе нанесения покрытий напыляемый материал разогревается до жидкого состояния и переносится на обрабатываемую поверхность при помощи потока плазмы с высокой температурой. Напыляемый материал выпускается в виде прутков, порошков или проволоки. Порошковый способ наиболее распространенный.
Уникальность метода плазменного напыления заключается в высокой температуре (до 50 тыс. градусов по Цельсию) плазменной струи и высокой скорости (до 500 м/с) движения частиц в струе. Нагрев же напыляемой поверхности невелик и составляет не более 200 град.
Производительность плазменного напыления составляет 3-20 кг/ч для плазмотронных установок мощностью 30...40 кВт и 50-80 кг/ч для оборудования мощностью 150...200 кВт.
Прочность сцепления покрытия с поверхностью детали в среднем равна 10-55 МПа на отрыв, а некоторых случаях — до 120 МПа. Пористость покрытия находится в пределах 10...15%. Толщина покрытия обычно не более 1 мм, так как при ее увеличении в напыляемом слое возникают напряжения, стремящиеся отделить его от поверхности детали.
Плазменно-дуговое напыление в сочетании с одновременной обработкой поверхности вращающейся металлической щеткой позволяет уменьшить пористость покрытия до 1-4%, а общую толщину напыления увеличить до 20 мм.
Плазмообразующими газами служат азот, гелий, аргон, водород, их смеси и смесь воздуха с метаном, пропаном или бутаном.
Для плазменного напыления используют проволоку, в том числе порошкового типа, порошки из черных и цветных металлов, никеля, молибдена, хрома, меди, оксиды металлов, карбиды металлов и их композиции с никелем и кобальтом, сплавы металлов, композиционные материалы (никель-графит, никель-алюминий и др.) и механические смеси металлов, сплавов и карбидов. Регулирование режима напыления позволяет наносить как тугоплавкие материалы, так и легкоплавкие.
Основой для плазменного напыления могут служить металлы и неметаллы (пластмасса, кирпич, бетон, графит и др.). Для нанесения покрытий на небольшие поверхности применяется микроплазменный способ напыления, который позволяет сэкономить потери напыляемого материала (ширина напыления 1-3 мм).

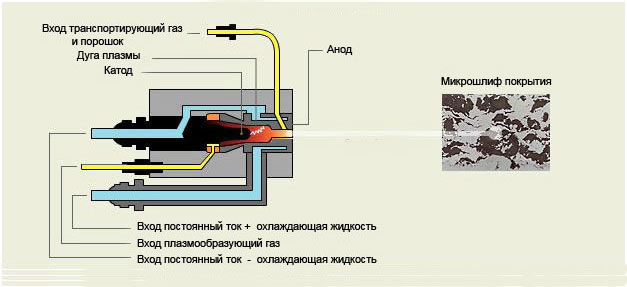
Детали плазмотрона
С целью повышения адгезии напыленных покрытий, защиты от окисления, уменьшения пористости используется метод плазменного напыления в защитной среде (вакуум, азот, смесь азота с аргоном и водородом) и с применением специальных сопел, закрывающих область между распылителем и обрабатываемой поверхностью. Перспективным направлением в технологии плазменного напыления является сверхзвуковое напыление.
Процесс плазменного напыления включает 3 основных этапа:
1) Подготовка поверхности.
2) Напыление и дополнительная обработка покрытия для улучшения свойств.
3) Механическая обработка для достижения чистовых размеров.
Предварительные размеры поверхностей под напыление должны быть определены с учетом толщины напыления и припуска на последующую механическую обработку. Переходы поверхностей должны быть плавными, без острых углов, во избежание отслаивания покрытия. Отношение ширины паза или диаметра отверстия к его глубине должно быть не меньше 2.

Детали перед напылением должны быть тщательно очищены и обезжирены. Ремонтные детали, имеющие замасленные пазы или каналы, следует нагреть в печи при температуре 200-340 град. в течение 2-3 часов для выпаривания масла.
Далее производится активация поверхности — придание ей определенной шероховатости для обеспечения адгезии. Активацию производят при помощи обдува детали сжатым воздухом с абразивом или нарезанием рваной резьбы.
Абразив выбирают зернистостью 80...150 по ГОСТ3647, или применяют чугунную/стальную дробь ДЧК, ДСК №01...05 по ГОСТ 11964.
Металлическая дробь не применяется для обработки жаростойких, коррозионно-стойких сталей и цветных металлов и сплавов, т. к. может вызвать их окисление.
{banner_direct2}
Шероховатость поверхности под плазменное напыление должна составлять 10...60 Rz, поверхность должна быть матовой.
Поверхности, не подлежащие абразивной обработке, защищают экранами. Зона обдува на 5+/-2 мм должна быть больше, чем номинальный размер напыленной поверхности.
Тонкие детали закрепляют в приспособлениях с целью предотвращения их коробления во время обработки.
Расстояние от сопла до детали при абразиво-струйной обработке должно находиться в пределах 80...200 мм, меньшие значения принимают для более твердых материалов, большие — для мягких. После этого детали обеспыливают путем обдува сжатым воздухом.
Промежуток времени между очисткой и напылением должен составлять не более 4ч, а при напылении алюминия и других быстро окисляющихся материалов — не более часа.
Нарезание рваной резьбы вместо абразиво-струйной обработки применяют для деталей с формой тел вращения. Резьбу нарезают на токарном станке обычным резьбовым резцом, смещенным ниже оси детали. Резьбу нарезают без охлаждения за один проход. Шаг резьбы выбирают по таблице 1.

Для плазменного напыления следует применять порошки одной фракции, форма частиц — сферическая. Оптимальный размер частиц для металлов составляет около 100 мкм, а для керамики — 50...70 мкм. В случае, если порошки хранились в негерметичной таре, их нужно прокалить при температуре 120...130 градусов в течение 1,5-2 ч в сушильном шкафу.
Те части детали, которые не подвергаются напылению, защищают экранами из асбеста или металла, или обмазками.
Предварительный подогрев детали перед напылением осуществляют плазмотроном до температуры 150...180 градусов.
Режимы обработки определяют опытным путем. Средние значения режимов плазменного напыления следующие:
1) Расстояние от сопла до детали — 100...150 мм.
2) Скорость струи — 3...15 м/мин.
3) Скорость вращения детали — 10...15 м/мин.
4) Угол напыления — 60...90 градусов.

Общую толщину покрытия набирают несколькими циклами с перекрытием полос напыления на 1/3 диаметра пятна напыления.
После напыления деталь снимают с плазмотрона, удаляют защитные экраны и охлаждают до комнатной температуры.
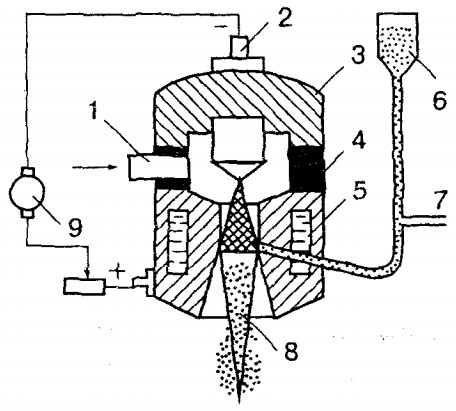
Рисунок 1 - Принципиальная схема плазменного порошкового напыления: 1 - подвод плазмообразующего газа, 2 - катод плазмотрона, 3 - корпус катода, 4 - изолятор, 5 - корпус анода, 6 -порошковый питатель, 7 - подвод газа-носителя порошка, 8 - плазменная дуга, 9 - источник питания.

Рисунок 2 - Принципиальная схема плазменного напыления с применением проволоки: 1 - подвод плазмообразующего газа, 2 - катод плазмотрона, 3 - корпус катода, 4 - изолятор, 5 - корпус анода, 6 - механизм подачи проволоки, 7 - сплошная или порошковая проволока, 8 - плазменная дуга, 9 - источник питания.
Рисунок 3 - Структура покрытия, напыленного плазменным способом
Для улучшения качества напыленных покрытий применяют следующие приемы:
1) обкатка роликами под электрическим током;
2) напыление с одновременной обработкой металлическими щетками;
3) оплавление покрытий из самофлюсующихся сплавов. Оплавление производят с помощью печей, ТВЧ, нагретых расплавов солей и металлов, плазменным, лазерным или газопламенным способом. Температура оплавления покрытия никель-хром-бор-кремний-углерод составляет 900..1200 градусов.
Чистовые размеры деталей после плазменного напыления получают точением и шлифованием с охлаждением водными растворами и водно-масляными эмульсиями. Шлифкруги выбирают из электрокорунда марки Э на керамической связке, зернистостью 36...46, твердостью СН. Режимы шлифования следующие: скорость вращения круга 25...30 м/с, подача круга 5...10 мм/об, скорость вращения детали 10...20 м/мин, подача детали 0,015...0,03 мм/дв.х.
Далее производят окончательный контроль, в случае, если на поверхности детали с напылением есть трещины, отслоения, риски, чернота, не выдержаны чистовые размеры, то деталь возвращают на исправление дефекта (не более 1 раза), при этом область напыления должна быть увеличена на 10...15 мм по периметру.